
It took a long time for engineers to recognise that the use of inert gas purging during the welding of tubes and pipes could not only improve overall weld quality but could save both time and money.
Purging using designs based on advanced technology offers dramatic reductions in weld defects, significant savings on welding time and elimination of post weld cleaning operations. All this simply by effectively protecting the rear and the topside weld beads from contamination, and especially oxidation, using inert gas coverage.
Purge systems have evolved rapidly during the last decade as advances in materials and control equipment have been incorporated. These have resulted in ready availability, easier and faster set-up procedures, better gas sealing, and provision of sophisticated software to facilitate data acquisition and analysis.
Effective inert gas protection depends entirely on the ability to seal the pipe being welded on either side of the joint with materials that are impervious to gas and do not contain any components likely to discharge contaminants during the welding cycle.
Rudimentary Solutions
Traditional methods such as on-site handmade plugs, Fig 1, have been employed using cardboard or plastic sheet coupled with adhesive tape to cover gaps. Although these may appear to be convenient and low cost they come with significant disadvantages:
- The materials used outgas during welding and cause weld contamination.
- They are time-consuming to make and insert and carry a hidden time penalty.
- Leak tightness is erratic, leading to oxidation.
- They are invariably single-use solutions.
- Inert gas feed connections can be of poor quality and lead to turbulence.

It comes as a surprise to find that even some major international pipeline and pipework fabricators persist in using makeshift and primitive pipe dams made from totally unsuitable materials. This example is from a leading fabricator in the Far East. In common use are wood and expanded polystyrene coupled with adhesives and tape. Apart from the fact that sealing efficiency is extremely poor and unreliable, these materials outgas and emit water vapour during welding and give rise to weld defects.
These solutions may give passable results but users clearly do not recognise the high cost of remedial work such as post weld cleaning and re-welding when failure occurs.
Commercial Solutions
A wide range of purge systems is now available to meet different applications, but recent developments in technology have led to major improvements of one in particular – the inflatable dam.
Inflatable dams such as the wide range manufactured by Huntingdon Fusion Techniques HFT®1 offer significant advantages;
• They are made using stable, heat resistant and inert materials.
• Most are available ex-stock.
• Insertion and inflation are rapid and ensure a high-quality seal.
• They are designed for multiple uses.
• A very wide range of diameters can be accommodated.
• Inert gas is controlled and turbulence eliminated.
HFT® Weld Purge Dams, the QuickPurge® Tube, Pipe and Pipeline Inflatable Weld Purge Systems are manufactured for pipe diameters from 6 – 96 Inch (150 to 2,440 mm). They are rugged to meet repeated use on site.
Sequence of Operation
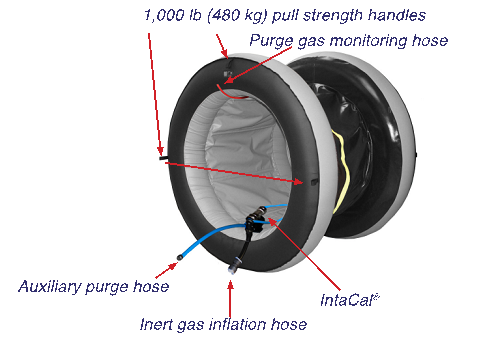
Each single ended dam is equipped with an inflation/purge hose. When inert gas is admitted, priority is given to inflation to produce an operating seal. The gas is then diverted automatically to purge the pipe. Additional hoses are provided for extra gas and for connection to a purge monitor when measurement and control of residual oxygen content is required. Extra gas may be required when welding titanium or when needed for cooling welding joints below their interpass temperature restrictions.
Four pull tags are located around the circumference of the dam for retrieval of the deflated system once welding has been completed.

The standard dams are heat resistant up to 90ºC, but high temperature versions such as this are available and these can be used up to 300ºC – particularly suitable when pre- and/or post-weld heating is required.
Request More Information From Huntingdon Fusion:
References
1. Huntingdon Fusion Techniques HFT®, UK. www.huntingdonfusion.com.
2. Argweld® Weld Purge Monitor®.
3. Dam the purge gas and full speed ahead.
The Tube & Pipe Journal. July 2006. Jennifer Simpson.
4. Purge welding stainless steel for cleanability and corrosion resistance.
http://foodprocessing.com.au May, 2010.
5. Gas purging for stainless steel pipe welding.
www.timewelder.com, www.twi.co.uk/content/kspa001.html 2011.
P Anderson, R Wiktorowicz





